Hi All,
I have some steel plate that I would like to turn into a fab table. I already bought Fireballs 3/4in hole drilling jig to drill 3/4in holes on 2in centers. I have 6pcs of 3/4” steel plate, and each is just shy of 2ft by 4ft. I would really like to make 6 modular fab table tops that have a final outside dimension 2ft by 4ft (these would match some other wood working table tops that I plan on making). However with them being shy of 2ft by 4ft I was thinking of ways that I could make them that final dimension.
I thought I could weld the plate wider and longer and then comeback with a metal cutting circular saw on a track to square the plate and cut it down to final size. From what I have read online and in the forum it seems that will be pretty hard to do without at quite a bit of distortion to the plate. I would like to avoid distorting the top a whole lot.
Something that came to me last night reading some of the posts is that I could use a metal cutting circular saw and cut the table short the thinkness of some flatbar/plate from 2ft by 4ft. I could then drill and tap some flatbar/plate onto the perimeter of the main plate. This would give me that final 2ft by 4ft dimension I am looking for plus give me a benefit of having an apron/side walls around the table with out having to weld it at all.
I would like to get input on the 2nd option. Has anyone had experience with drilling and tapping flatbar/steel plate to the perimeter of a steel plate to create an apron/side walls for a fab table? Does any have an idea on how thick the side walls should be, what type of bolts to use for a flush side wall, how deep of a bolt and what spacing between bolts? Does anyone see this working well or working poorly? Is there anything else I should consider?
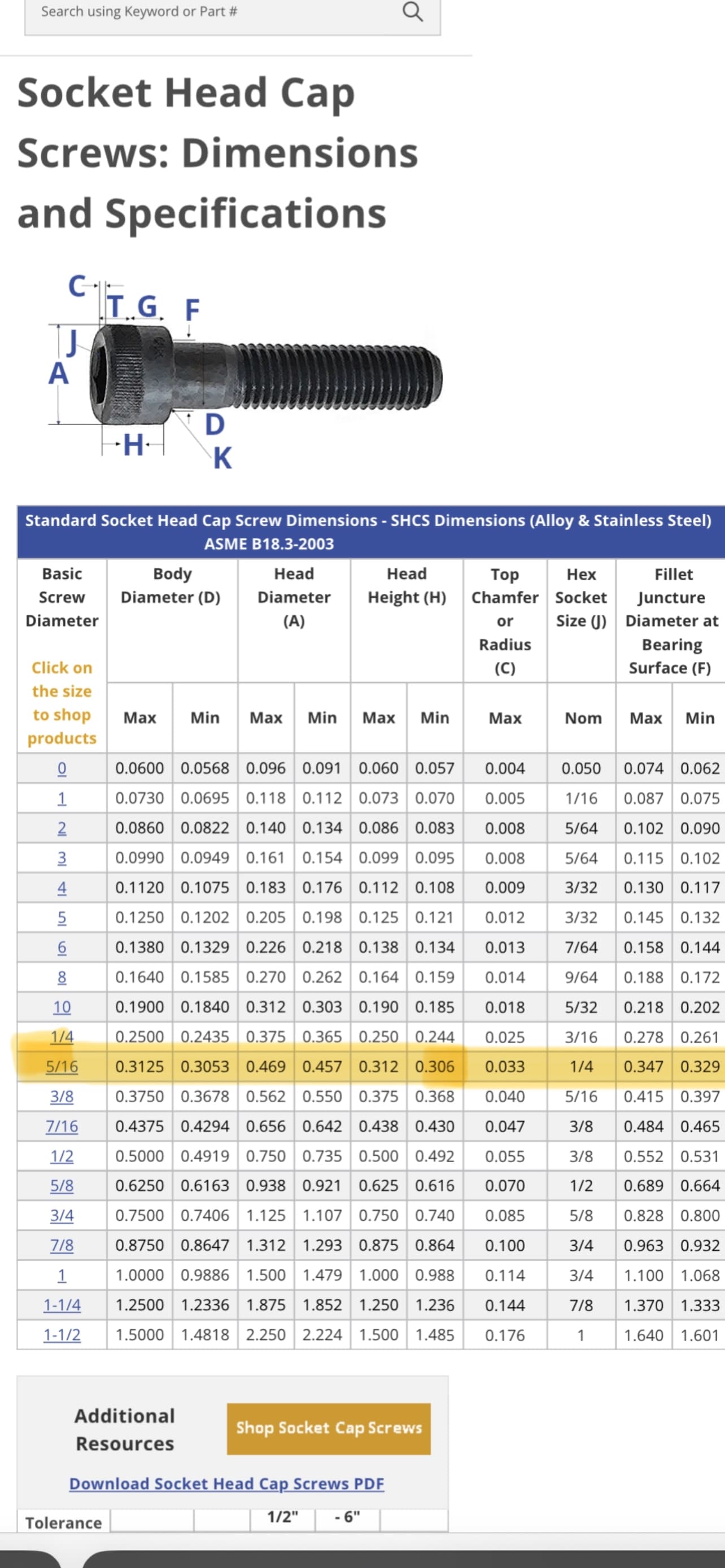
I think It would be difficult to keep the apron 90 to the top without the edge of the flat bar machined. You might get away with cold rolled bar, but hot rolled has a convex edge. If the stars aligned 5/16 socket heat bolds would be fine spaced 6-8in apart.
Bolt your flat bar to two sides meeting in a corner, use the drill guide from this corner. When done drilling you will have plenty of holes to mount it on a mill to cut the other edges to final measurements for mounting the rest of the bars.
Thanks @Fireball_Jason, I am hoping to avoid paying for machining costs, but understand I might have to do that at some point if I can’t get the results I am going for.
Two follow up questions I could use your help on.
How long do you think the bolts need to screw into the main plate?
I am planning to use 1/2 thick flat bar cut to a final width of 8in for the apron.
Do you think 0.188in is enough thickness to support bolting the 1/2in flat bar to the main plate?
After recessing the 5/16” socket head cap bolt into 1/2in flat bar I will only be left 0.188in of metal. I got the bolt head height of 0.312in from online.
Thanks @Juskos. Like I mentioned to Jason. I am trying to avoid machining costs at the moment, but if I do go the route of getting it machined this sounds like the best method to dial in the cuts. Thank you!
@Rambozo as of the moment no, but it is a possibility I could get some help from guys where I work that do machining on the side. At the moment I would like continue attempting it myself.
I have a Vevor Mag Drill that I hope can handle all the drilling. I am not sure that it is suitable to tap the holes but at least I could use mag drill to help me start the tap and then finish the rest by hand. I understand tapping holes every 6-8in around 6pcs of 2ftx4ft plates will be tedious, but you got to do what you got to do. It might be enough holes that I purchase an electric tapping arm. I need to get one for future work anyways.
As far as how shy are the steel plates from being that true 2ft x 4ft dimension, it is a mixed bag. These plates all came from a 6x8ft plate that my wife and I painstakingly cut with a 4 1/2in angle grinder. At the time I didn’t know my plan for them I just wanted them small enough that we could move them.
I am currently focusing on turning 2 of the 6 plates into fab tables. These two plates are a little over 24in wide.
Plate 1: In the 24in direction, the bottom of the plate measures 24 3/8in the top of the plate is 24 3/16in. In the 48in direction, the top of the of the plate measures 47 31/32in the bottom measures 48in, but in between the cut is not straight and I get a measurement of 47 13/16in. The plate diagonals are 53 13/16in and 53 11/16in.
Plate 2: Has pretty similar measurements to plate 1.
Plate 3-6: Not sure when I will get to working on these plates. For what I need at the moment, I think two 2ft x 4ft modular tables will handle everything I need in the near term. In the 2ft direction, all of these plates are measuring under 24in, on 23 7/8in on average. In the 4ft direction they are similar to plate 1.
Ultimately all the plates aren’t square or have straight sides.I think cutting everything with a metal cutting saw on a track might be my best bet at cheaply straightening the sides and squaring the steel plate. What do you think?
Ok, angle grinder cuts might be as bad as a torch. The track saw should get you something you can work with. You still might have to fine tune the edges against a straightedge and a square to get them as good as you want. Since you are working with 3/4 plate, if you make the aprons out of 3/4 you will have plenty of material to cut your tops down, and all your fixtures will fit the sides or top. You will need 1/4” ring spacers for the Fireball pins to work as they want a 1” plate. I know there are 1/2” spacers to use on the Dragon wagons. I think other sizes are available or you can make your own. You will probably need some kind of angle plate or a large Fireball square to mount your mag drill to drill the top edges. Once you get at least some of your fixture holes drilled, it will be a lot easier to work with. If you have the patience to cut that original plate up with a 4.5 angle grinder, I’m sure you can handle this project.