Your flatness test just reiterated that the elements of the square were bowed where the legs were welded. The weldment could be in spec, and still fail that test. If each top piece is bowed 1/16" down at the ends, and 1/16" up in the center, pushing down on one end with the apex side down will raise the other end 1/8". In the upside down table flatness test, the corner across from the one that you are pushing down, will be approximatley 1/4" off the reference surface.
The fact that most fabricators don’t share your attention to detail, and most clients don’t appreciate it, is why I got out of the profession.
I would do the 90 degree welds first, on a flat surface, with pre-bending of the base. Used magnetic squares and straight edges to ensuring the “legs” are perpendicular, and w/o rotation.
Then weld the 4pcs together, jigged up on a flat surface, insuring they’re both flat, and square. Weld sequence is key for minimal distortion, and there may need to be some final tweaks, but that should get you w/in spec.
That’s for one part. For two: I would build the rectangular box, and cut it in half. If nothing else, the legs would line up
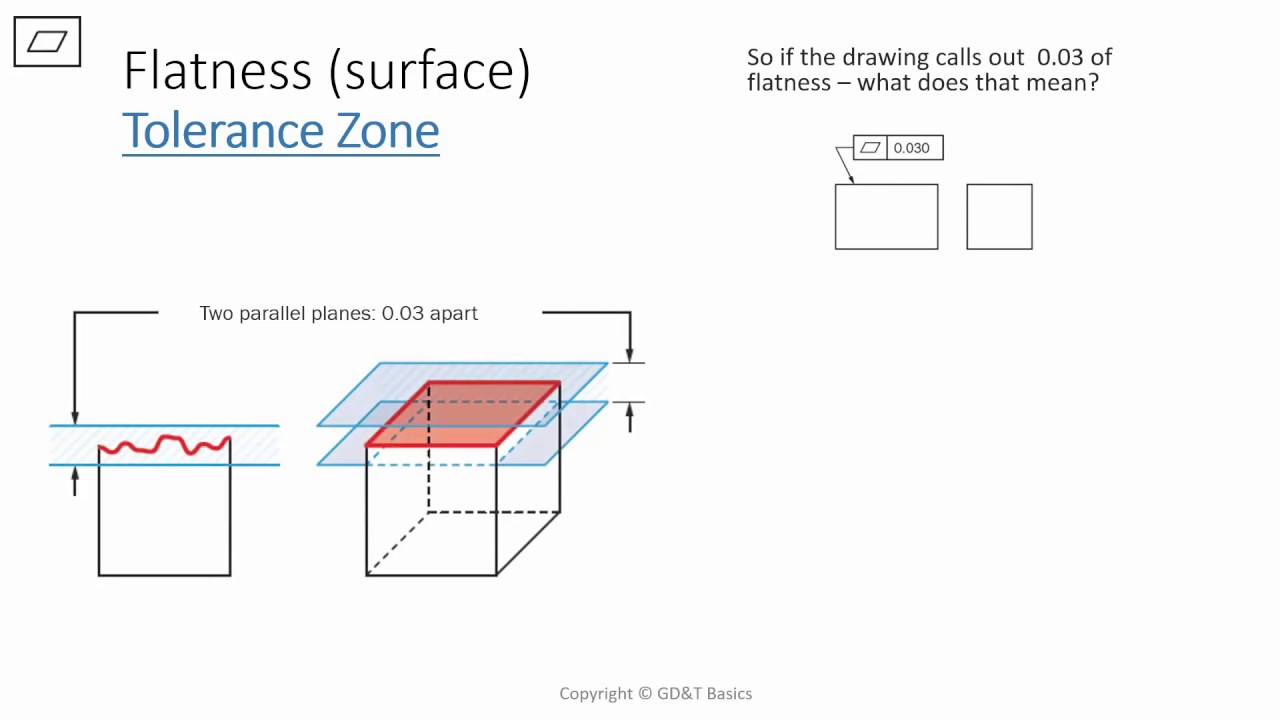
That means it could be a 45˚ mitred cut and still be in spec as long as it makes a plane within that 0.03 spec since parallelism wasn’t called out whereas your bowed idea would meet the dimensional callout but fails the flatness since it would only be flat within .125" and that is more than allowed. I don’t see an angular tolerance in the title block so I’d say this drawing is incomplete and I’d ask for clarification. Sure it could just be limited by the dimensional tolerances and I’d check that anyway but I still like complete drawings. I’m odd like that.