I’m a one-man shop that does mostly CAD design, machining work, and prototyping, so occasionaly, weldments are part of my services. I can’t say that I ever got too excited about welding projects becuase I didn’t have the right tools. I knew about fixture tables, but that’s for the pros right? That has completely changed!
I was recently introduced to the Fireball system by one of the local fab shops that I work with. I was impressed, and spent quite a bit of time watching Fireball videos, considering comments, and researching the various offerings. Much of the advice, tips, and reasoning that Jason (and others) shared made a lot of practical sense. At 52, there’s only so many good years left, and I decided that I’m going to enjoy my fabrication work–not fight it. I decided to invest in a fixture table and tooling.
Like the majority of us, we have a limited amount of funds. I’m somwhere above hobby need, but well below full-time fabricator need. As I did my research, I came to the conclusion that a 4’-6’ x 8’-6’ table was the best size for my shop space and project sizes. A Fireball cast iron table of this size was well beyond what I could spend for such an endeavor. I needed a compromise, so I turned to my CAD platform and drew up a table that was a more affordable entry into the fixture table world and would get me going until that ‘someday’ when I can afford that perfectly flat cast iron Fireball table!
I set out to design my table with these goals in mind: 1. Low cost-- I wanted to save as much of my budget for fixturing and clamps as possible. 2. Maximize “flatness” for what I could build with sheet material. 3. Minimize high-heat welded joints. 4. Quick build-- I did not want to spend a lot of time making the table, in any facet–welding, machining, drilling, etc.
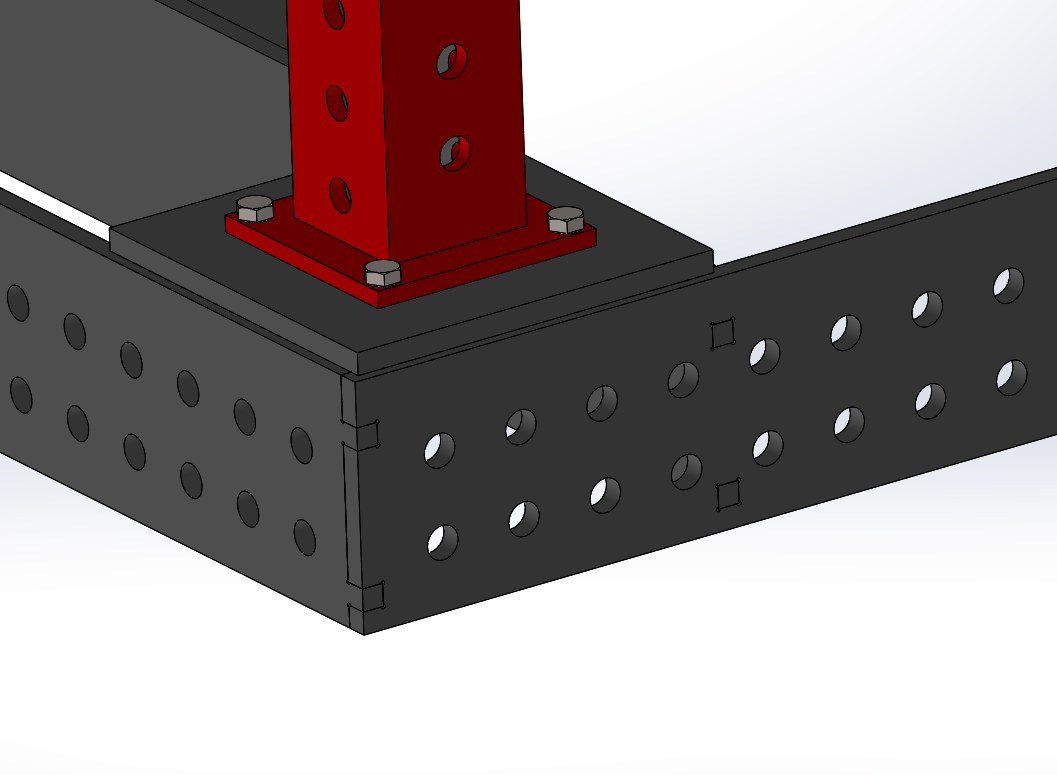
All of the parts are laser cut from 1/2" grade 50 plate. I utilized Fireball’s Dragon Wagon legs. Excellent quality and strength which really helped with goal #4. The frame is held together by slot-and-tab method and the intersections are only welded by TIG fuse welds on the exterior faces. The design is such that vertical loading does not occur thru, or require, welded joints. All the pieces transfer load thru the steel components themselves. I did MIG weld the leg support plates to the bottom of the frame with short beads just at the corners–I didn’t want a leg to chance folding when rolling the table around! The inner supports are slotted to interlock with each other and are not welded, other than some TIG fuse welds on the edges of intersecting parts. There aren’t any high-heat fillet welds to produce distortion or warping. The top is secured to the frame only by small intermittent TIG fuse welds around the outside perimeter. The 2" square tube used to tie the legs together at the bottom are probably unneccessary–the Fireball castor legs are much more rigid that what I considered during the design phase! I already had the material cut before the table parts arrived, so I installed them anyway.



I don’t have a machinist’s straight edge to measure this with, just a nice 8’ aluminum level, so take these measurements with a grain of salt. The table ended up with about a 1/32" of crown across the 8’-6" length and hardly anything across the 4’-6" width. While the machinist in me DROOLS over the flatness of a cast iron Fireball table, I find this to be acceptable for the method of construction and materials used. Even with this flaw, it’s light years ahead of my previous table methods for fabrication.
I wish I’d taken more pictures of the assembly process, but with one helper, we had the table fully assembled in less that 4 hours. We put it all together “upside down”, then removed the legs and turned it over with the help of a forklift and overhead jib crane. Once right side up on a forklift, we bolted the legs back in place underneath.




With the leg’s static weight ratings minus the table’s weight (~1300#), this leaves me with a table load of about 1500#–which is more than I’ll probably ever need.
One thing to note about the fixture holes: The fab shop had already done some testing with hole size so that we knew to draw the 3/4" holes at .751" to get the tightest “slip fit” hole without being undersized. Testing had revealed that .750" was too tight and .752" or .753" were usable, but too sloppy. If you want to go down this path, I highly suggest you have your laser shop cut some sample holes with the laser they are going to use and test the fit before comitting to a size you might not be happy with. I had to “hone” most of the holes the first time around with a 1/2" sanding wheel in a dremel to polish out the laser burr, but after doing that, Fireball fixtures and clamps fit just right.
I’m very happy with how it turned out. It’s proved to be a good compromise between price and quality for my needs. It also left me with a LOT more money to spend on Fireball fixtures and clamps! As I quickly found out, you can always use a few more blocks or clamps!
One thing building this table proved to me in short order is how usefull it is. It was well worth making the investment. I wish I had done this years ago!