I just watched the live build video on the Dragon Wagon table. The precision of the table is great so why not use that exactness to produce very precise cut parts?
It was painful to see all those slightly different sized parts and all the work that was needed to compensate for it.
I could invision some sort of setup where the Evolution chop saw could be attached to the table to produce a very precise cut length of tubing each time. This could be accomplished with a chop saw stand that would attach to the side of table and have an adjustability to produce varable lengths. In essence… have the table involved in the cutting process though a cutting station attachment.
When you have a fixture table for assembly the material lengths don’t matter as much. The most important thing is to long is wrong and to short is ok because you can fill the gap.
The Evolution S355MCS would sit right next to the Fireball table and could move out on a slide mechanism. This would utilize the table holes for positioning a stop as well as clamping the materal. The Evolution miter chop saw would not be modified in its existing form.
There are a couple variations of the concept.
The saw support could attach to the table on one end and be supported with a variable height support on the other end.
Its a stand alone precision cut station that can be rolled right up to the table for long lengths if necessary.
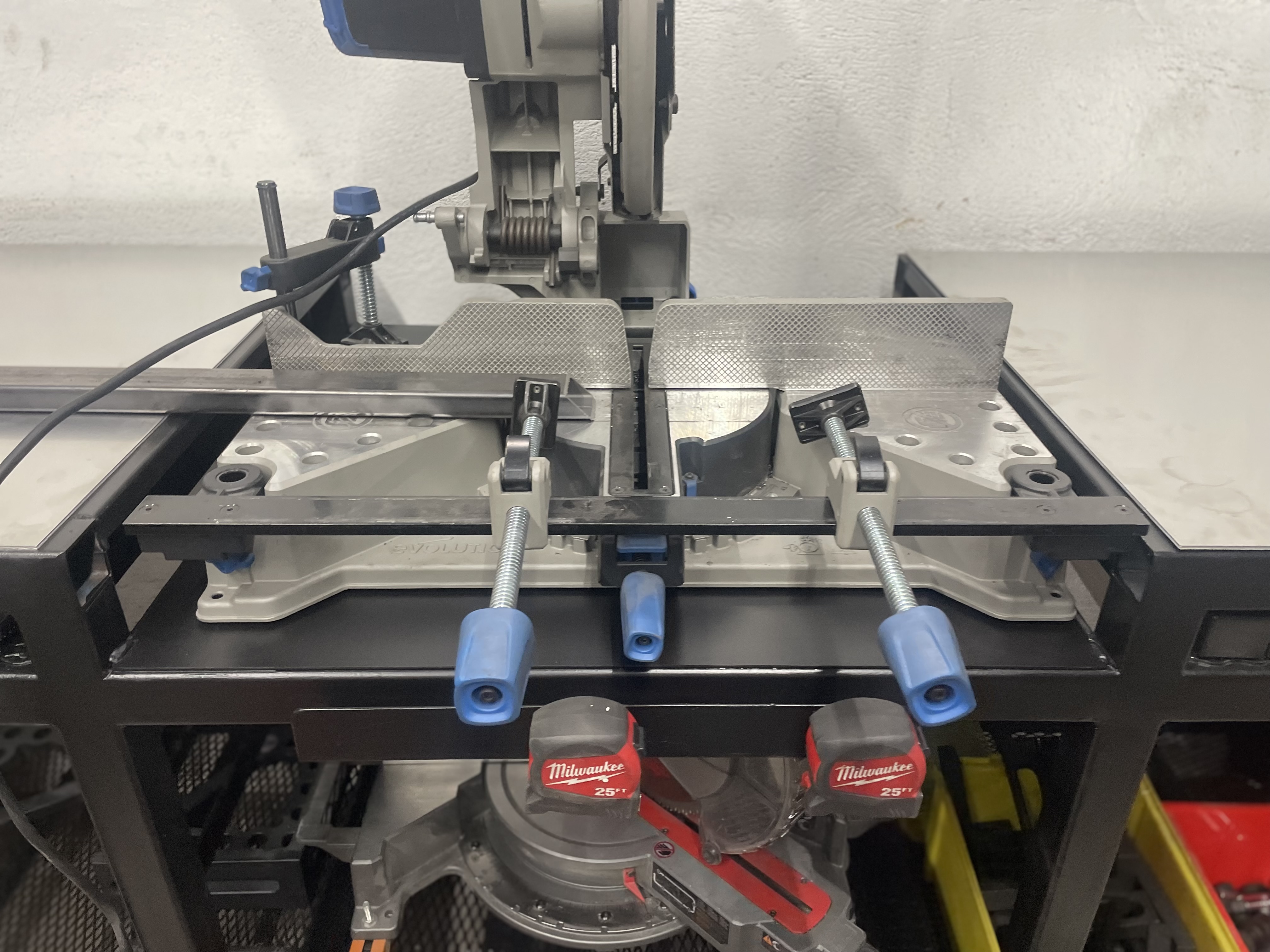
A sliding side stop and stick on rule basically does the same thing without the need for a tape measure when you set up a cut if you can make a station for your saw. Here’s some pictures of what I put together for my little bandsaw. Easily accurate to +/-.030" or less without paying much attention.
How precise are we talking? Part of why I used the saw to cut the passthrough in the prototype base I did is that it gives me another way to measure. With just a measuring tape I can get some pretty consistent cuts within about 1/16th of an inch on length over sections a few feet long. The biggest reason I did the base was that the base the saw came with was made of sheet metal and flexed enough that my cuts just weren’t accurate. That and the miters weren’t right on 45°. I found I could get cuts accurately to length after making it.
I am looking for a product that can fit the Evolution S355MCS in and give me the ability to make cutting easy with a high degree of accuracy. I dont think thats asking alot in the year 2024.
Thats the beauty of the fixture table... having the ability to produce many precise pieces of work with realitive ease....
I really think you could build one yourself and I actually think it would be more precise since it would be built exactly for your individual saw’s imperfections. I plan to eventually do something like this and already did something similar for my sheet goods that let’s me use my fixture table: x.com
The Evolution saw I’m referring to is a Miter Chop Saw and according to the reviews I have seen, it’s sounds pretty accurate and produces nice clean cuts.
This is production cutting. Let’s say he was going to make 100 of those items instead of 2. And let’s say we have 24’ stock.
I would set the saw at 45 and cut the 24’ in half producing 2 12’ pieces with a 45 degree cut. Then cut the 12’ piece in half resulting in 2 6’ pieces with 45 ends.
The Final Cut is a run series with the 45 end touching the stop. QC is involved in the whole cutting process by checking the angle and lengths periodically.
(4) double 45 pieces would be 400 pieces all nicely stacked on a material cart which is rolled right next to the fixture table. Then you would have 400 pieces of the straight cut parts on another material cart.
I really learned alot about production working with finish and rough framing carpenters back in the 90’s.
I think the problem lies with the metal chop saws that require one to rotate the stock instead of rotating the saw.
I did not bother to see what style saw you were talking about sorry. This looks like a very nice saw.
The problem with doing this is you will need to add your saw kerf in for all your cuts (I think anyways, if I understand you correctly)That’s to much math for me and more of a chance to makes error’s.
I used to use a Metal cutting chop saw but ever since I got a band saw I hardly ever use it.
It’s attached to my table, every once in awhile I will touch up something if cut wrong and needs more then I can get with my belt sander easily.
How ever you decide to go, post pictures it will help others make informed decisions.
Thanks
See “Feature of Size” in ASME Y14.5. It sounds like a +0.0/-X.X would be the size tolerance for CTL (cut-to-length) features-of-size. (X.X being the max gap you’re willing to fill.) Oh, and this implies you’ll be measuring/inspecting all your CTL pieces.
Then there’s the matter of those pesky mitered ends. To what point on the mitered end do you measure? The pointy end is easier but what if the obtuse end doesn’t also meet the size tolerance? Solution: make the right angle end a datum feature and control the mitered end with a profile tolerance relative to the datum.